
Автор: Ричард Юсковяк (Richard Juskowiak), подразделение технологической фильтрации компании Donaldson
Производители продуктов питания и напитков должны в ограниченные сроки обеспечить соответствие требованиям закона «О модернизации норм безопасности пищевой продукции» (FSMA), создав план анализа опасных факторов и контроля в критических точках (HACCP) или план анализа рисков и мероприятий по их профилактике на основании результатов анализа (HARPC). Возможно, сейчас вы занимаетесь модернизацией своих производственных процессов. Это наиболее подходящий момент для внесения изменений в имеющиеся системы фильтрации, от которых напрямую зависит безопасность пищевой продукции.
При анализе технологического процесса и оборудования обратите особое внимание на два следующих участка, где фильтрация требуется в первую очередь.
- Места первоначального образования и внесения загрязнений.
- Места, где система подвергается дополнительным рискам.
В первую очередь оцените системы инженерно-технического обеспечения и места производства или хранения пара, сжатого воздуха и газов, например азота. Это основные источники масла, влаги, загрязнений и бактерий, особенно при использовании источников воздуха или воды сомнительного качества.
Запланируйте установку фильтров предварительной очистки в таких местах. 10-микронные фильтрующие элементы задерживают крупные частицы и 95–98 процентов всех загрязнений. Это приемлемый уровень фильтрации для промышленных систем, например оборудования для промывки, очистки или стерилизации на месте (CIP/SIP). Предварительная очистка выше по потоку позволит свести к минимуму время простоя и затраты на замену установленных в производственной линии дорогостоящих тонковолоконных фильтров. Для обработки сильно загрязненной родниковой или речной воды может потребоваться сборка из 50-, 20- и 10-микронных фильтров предварительной очистки. Для очистки загрязненного сжатого воздуха, особенно контактирующего с пищевыми продуктами, может потребоваться несколько фильтров предварительной очистки.

К сожалению, не всегда удается отфильтровать загрязнения у их источников, поэтому на следующем этапе необходимо определить критические контрольные точки производственной линии, в которых имеется риск внесения новых загрязнений или риск необратимого загрязнения. В таких точках использования следует установить стерильные фильтрующие элементы с номиналом 0,2 микрона или менее. Ниже приведены примеры критических контрольных точек.
Емкости для смешивания и хранения. В таких местах могут быстро размножаться нежелательные бактерии. Кроме того, некоторые продукты могут портиться при контакте с кислородом. Прежде чем добавить ингредиенты в емкость, ее можно заполнить инертным газом. Чаще всего в этих целях используется азот. Азот необходимо предварительно отфильтровать, чтобы удалить из него загрязнения, которые могли попасть в него из емкостей, компрессоров и шлангов.
Промежуточные этапы и ингредиенты. Внесение ингредиентов и новые этапы обработки в производственной линии являются дополнительными потенциальными источниками загрязнения. На поздних этапах в продукт могут вноситься ароматизаторы, специи, консерванты или эмульгаторы. В производстве газированных напитков выполняется насыщение углекислым газом (CO2). Выберите фильтры для каждого нового ингредиента, а также каждого нового газа, пара и воздуха, используемых в обработке продукта.
Окончательная обработка и упаковка. Для удаления любых оставшихся загрязнений запланируйте установку фильтров на этапе окончательной обработки. Например, в линиях по розливу воды на последнем этапе рекомендуется использовать мембранный фильтр. Риск загрязнения существует и на этапе упаковки. Контактирующие с пищевыми продуктами или напитками упаковочные материалы и уплотнения необходимо обдать кулинарным паром, чтобы убить микробов, которые могли попасть на них при транспортировке или хранении.
После выбора надлежащих мест установки фильтров определите состояние имеющегося оборудования и необходимые фильтрующие элементы. Найдите изношенные или неисправные компоненты, например компрессоры, которые часто становятся источниками утечки масла. От труб и корпусов могут отслаиваться чешуйки. В них также могут образовываться трещины, в которых задерживаются загрязнения.
Большинство стандартов и норм требуют применения систем из нержавеющей стали. Однако даже компоненты из этого материала, не имеющие сертификата 3-A, могут быть источниками следующих скрытых рисков.
- Сварные швы низкого качества с плохо обработанными участками.
- Дробеструйная обработка поверхности вместо электрополирования.
- Трубные соединения с фланцем или национальной трубной резьбой (NPT) вместо санитарных соединений, например санитарных зажимов Tri-Clamp®.

Не путайте заявление о соответствии нормам 3-A с наличием сертификата 3-A. Только сертифицированное оборудование проходит независимую проверку соответствия требованиям к санитарным конструкциям, в которых сведено к минимуму число мест скопления и размножения бактерий.
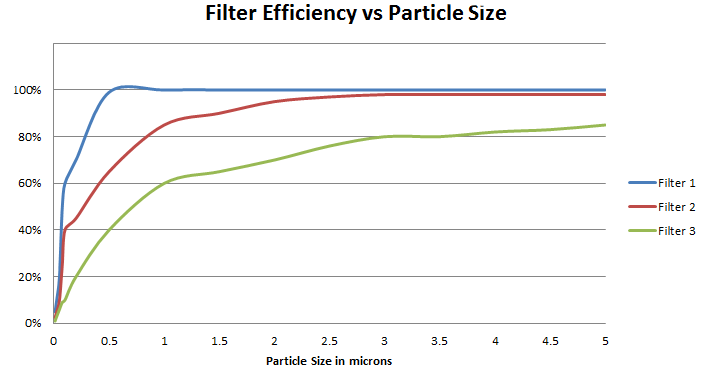
Номиналы фильтров также могут вносить путаницу. Номинал в микронах — это размер частиц, на задержание которых рассчитан фильтр. Эффективность — это процент частиц указанного в микронах диапазона размеров, задерживаемых фильтром. Для выбора подходящего фильтрующего элемента необходимо учитывать оба этих параметра. Например, на этикетке фильтра может быть указано значение 1 микрон. Казалось бы, этого должно быть достаточно, однако эффективность такого фильтра может составлять всего 85 %. Обратное также верно. 10-микронный фильтр с эффективностью 99,999 %, соответствующей логарифму величины уменьшения 5, имеет слишком мелкие поры для предварительной очистки. Важно также учитывать понятия «номинальный» и «абсолютный» в отношении фильтров. Абсолютный фильтрующий материал может достигать эффективности 99,98 % и выше, тогда как номинальный фильтр имеет эффективность от 60 до 98 % при таком же размере задерживаемых частиц.
После определения эффективности фильтрации и проверки наличия сертификата можно перейти к оценке следующих параметров:
- грязеемкость (удержание загрязнений) глубинного фильтра;
- число циклов стерилизации, которое выдерживает элемент без повреждений;
- периодичность замены элемента (срок службы фильтра);
- поток, обеспечивающий снижение затрат на энергию.
Все эти эксплуатационные параметры фильтров определяют совокупную стоимость владения системой. Гофрированный картриджный фильтр для жидкостей с увеличенной первоначальной стоимостью может иметь более длительный срок службы и в конечном итоге сократить расходы по сравнению с обычным фильтром, созданным аэродинамическим способом из расплава.

Безопасность и экономичность системы фильтрации зависит от выбора фильтров с необходимой эффективностью и размером задерживаемых частиц и надлежащего места их установки. Каждый технологический процесс по-своему уникален. В качестве отправной точки при выборе системы фильтрации в каждом конкретном случае можно рекомендовать определение схемы фильтрации. Компания Donaldson разработала несколько типовых схем фильтрации для производства продуктов питания и напитков. Их можно бесплатно загрузить на нашем веб-сайте.
Брошюра с технологической схемой: безалкогольные напитки ›
Брошюра с технологической схемой: йогурт ›
Брошюра с технологической схемой: сыр ›
Брошюра с технологической схемой: пиво ›
Брошюра с технологической схемой: корм для домашних животных ›
